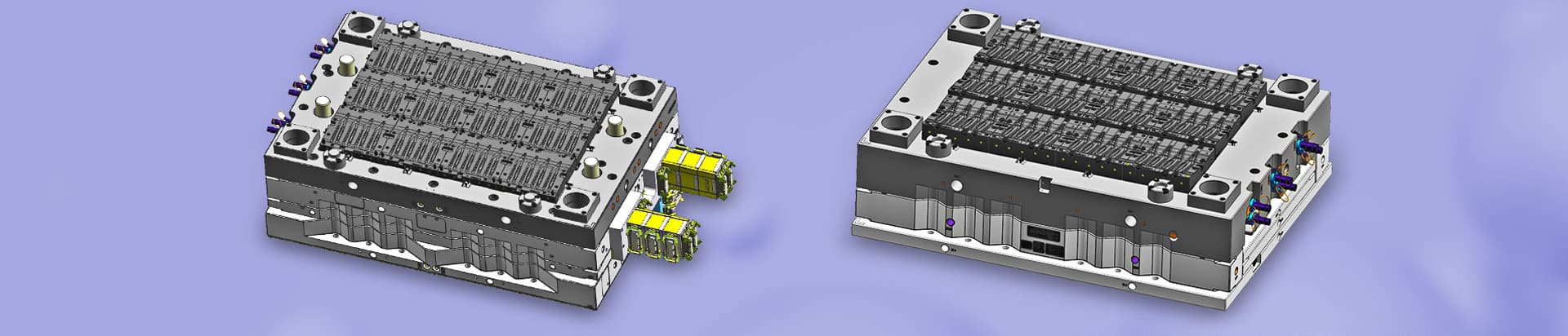
خبرة الشركة المصنعة لقولبة حقن البلاستيك في الصين مع أكثر من عشر سنوات من الخبرة في هدم الأجزاء المصبوبة بالحقن.
أثناء عملية إنتاج قولبة الحقن ، غالبًا ما تواجه صعوبات في هدم الأجزاء المصبوبة بالحقن. سوء التفكيك له تأثير كبير على جودة المنتجات المصبوبة بالحقن ، وقد يسبب الإزالة المعتدلة خدوش سطحية أو أنماط على المنتج ؛ يمكن أن يؤدي سوء التفكيك الشديد إلى تزييف المنتج أو تشوهه ، وحتى التمزق والضرر. لذلك ، يؤثر حل مشكلة سوء التشكيل بالحقن والتهدم على جودة المنتج المصبوب بالحقن النهائي.
بعد صب حقن البلاستيك ، يخرج الجزء البلاستيكي من تجويف القالب. سواء باستخدام آلية طرد واحدة أو متعددة المكونات ، يتم الانتهاء من أعمال الهدم بشكل عام دفعة واحدة. ومع ذلك ، في بعض الأحيان بسبب الشكل الخاص للأجزاء البلاستيكية بالحقن أو الحاجة إلى أتمتة الإنتاج ، لا يزال من الصعب إزالة الجزء البلاستيكي من تجويف القالب أو لا يمكن فصله تلقائيًا بعد اكتمال أعمال الإزالة. في هذا الوقت ، يجب إضافة إجراء هدم آخر لجعل الجزء البلاستيكي يفصل ، وهو ما يسمى الطرد الثانوي. يرجع السبب الرئيسي لصعوبة إزالة القوالب إلى تشديد البوابة أو الجزء البلاستيكي داخل القالب.
تشمل أسباب صعوبة هدم الأجزاء المصبوبة بالحقن العديد من الجوانب:
1. من حيث المعدات: قوة طرد غير كافية وسكتة طرد.
قوة الطرد هي التحكم في القوة التي تستخدمها معدات التشكيل بالحقن للتخلص من النفايات. بالنسبة لآلات القولبة بالحقن ذات المستويات المختلفة من الأهمية ، تختلف قوة الطرد القصوى. تتضمن عملية التشكيل بالحقن المثالية آلة ذات قوة طرد محددة مسبقًا كافية بشكل أساسي ، ولكن لا يمكن استبعاد أنه في الحالات التي يكون فيها جزء التشكيل المخصص أكبر من نطاق التشكيل بالحقن الأقصى أو أن هيكل جزء التشكيل بالحقن معقد للغاية ، وقوة الإمساك داخل القالب كبيرة جدًا. أخذ هذه القضايا في الاعتبار بشكل شامل مفيد لتحليل مدى ملاءمة قوة الطرد.
2. قد يكون سبب سوء الالتصاق والتزييف أيضًا بسبب قالب الحقن البلاستيكي. كمصنع لقالب الحقن ، أقترح حل مشكلة إزالة النفايات من النقاط التالية:
أ. سطح تجويف قالب الحقن خشن.
إذا كانت هناك عيوب سطحية مثل الخدوش والخدوش والندوب والخدوش المتبقية في تجويف القالب وعدائه ، فإن المنتج المصبوب البلاستيكي يلتصق بسهولة بقالب الحقن ، مما يسبب صعوبة في التخلص منه. لذلك ، يجب تحسين نعومة سطح تجويف القالب والعداء قدر الإمكان. يفضل أن يكون سطح تجويف القالب مطلي بالكروم. عند التلميع ، يجب أن يكون اتجاه أداة التلميع متسقًا مع اتجاه ملء المادة المنصهرة.
وعندما تنتج المادة المنصهرة وميض في المنطقة المخدوشة من القالب أو فجوة الإدخال ، يمكن أن يسبب أيضًا صعوبة في الهدم. في هذا الصدد ، يجب إصلاح المنطقة التالفة ويجب تقليل الفجوة بين الإدخالات.
ب. صلابة غير كافية من القالب.
إذا تعذر فتح القالب في بداية الحقن ، فهذا يشير إلى أنه بسبب عدم كفاية صلابة القالب ، يحدث التشوه تحت تأثير ضغط الحقن. إذا تجاوز التشوه الحد المرن ، فلا يمكن استعادة القالب إلى حالته الأصلية ولا يمكن الاستمرار في استخدامه. حتى إذا كان التشوه لا يتجاوز الحد المرن للقالب ، فإن المادة المنصهرة تبرد وتتصلب تحت ظروف عالية في تجويف القالب ، وتزيل ضغط الحقن ، وبعد أن يستعيد القالب التشوه ، يتم تثبيت الجزء البلاستيكي بواسطة قوة الارتداد ، ولا يزال يتعذر فتح القالب.
لذلك ، عند تصميم القوالب ، من الضروري تصميم صلابة وقوة كافية. عند اختبار القالب ، من الأفضل تثبيت مقياس قرص على قالب الحقن للتحقق مما إذا كان تجويف القالب وقاعدة القالب مشوهة أثناء عملية الملء. يجب ألا يكون ضغط الحقن الأولي أثناء اختبار القالب مرتفعًا جدًا ، ويجب ملاحظة تشوه القالب مع زيادة ضغط الحقن ببطء للتحكم في التشوه ضمن نطاق معين.
عندما يحدث فشل لقط بسبب قوة الارتداد المفرطة ، ببساطة زيادة قوة الفتح ليست كافية. يجب ضبط القالب على الفور وتحلله ، ويجب تسخين الوحدات البلاستيكية وتليينها قبل إخراجه. للقوالب ذات الصلابة غير الكافية ، يمكن إضافة إطار فولاذية على الجانب الخارجي للقالب لتحسين الصلابة.
ج. زاوية مشروع إزالة غير كافية.
عدم كفاية زاوية مشروع الإزالة هي واحدة من أهمأسباب صعوبة التخلص منها. عند تصميم وتصنيع قوالب حقن بلاستيكية ، ينبغي ضمان زوايا إزالة كافية ، وإلا فإنه من الصعب على الجزء البلاستيكي أن يفت. يؤدي الطرد القسري غالبًا إلى تزييف الجزء البلاستيكي المصبوب بالحقن ، أو تبييض أو تشقق موضع القذف ، إلخ. يجب أن تكون حركة القالب موازية نسبيًا للقالب الثابت ، وإلا فإنها ستتسبب في تحول التجويف وتسبب في ضعف عملية إزالة القوالب. عند تصميم المنتجات البلاستيكية ، يجب الإشارة إلى زاوية المسودة على الرسم ، عادة ما بين 1 و 2 درجة. في حالات خاصة ، يُسمح بأن يكون أعلى من الدرجات.
د. تصميم غير معقول لآلية الطرد.
إذا كانت آلية الطرد غير كافية ، أو طرد غير متساوي ، أو حركة لوحة القاذف ضعيفة ، فيمكن أن يؤدي كل ذلك إلى عدم قدرة الجزء المصبوب البلاستيكي على التخلص من المشكلة.
يجب على الشركات المصنعة لقوالب حقن البلاستيك بذل قصارى جهدها لزيادة مساحة الطرد الفعالة لدبوس القاذف لضمان ضربة طرد كافية. يجب التحكم في سرعة طرد الأجزاء المصبوبة بالحقن البلاستيكي ضمن نطاق مناسب ويجب ألا تكون سريعة جدًا أو بطيئة جدًا. السبب الرئيسي لحركة لوحة القاذف يرجع إلى الالتصاق بين المكونات الانزلاقية.
هـ. تنفيس العفن الفقراء أو درجة حرارة العفن عالية جدا.
يجب على الشركات المصنعة لقوالب الحقن تحسين ظروف العادم للقوالب وتصميم قنوات تنفيس كافية.
و. صعوبات في الهدم الناجمة عن عملية التشكيل بالحقن.
أ. درجة حرارة البرميل مرتفعة جدًا أو يوجد حجم حقن كبير جدًا. عندما تكون درجة حرارة القالب مرتفعة جدًا ، لا يكون تبريد المادة المنصهرة في التجويف في مكانه ، ولا يعود الحجم إلى الحجم المحدد مسبقًا ، مما يؤدي إلى عدم قدرة الجزء البلاستيكي على التخلص ؛
ب. ضغط الحقن مرتفع جدًا أو أن أوقات الحجز والتبريد طويلة. تشمل درجة حرارة الحقن درجة حرارة البرميل ودرجة حرارة الفوهة وما إلى ذلك. إذا كانت درجة الحرارة مرتفعة للغاية ، فلا يمكن تبريد المادة المصهورة التي تدخل تجويف القالب وتشكيلها في الوقت المحدد سلفًا ، مما يؤثر أيضًا على تأثير التهدئة ؛
ج. حجم الحقن الزائد. عندما يتجاوز حجم الحقن سعة التجويف ، غالبًا ما يشار إليه بتوسيع القالب. عندما يتم حقن الكثير من المواد المنصهرة ، فإنها ستتوسع عندما يتم تحرير الضغط ، مما يؤدي إلى توسيعه بإحكام على القالب ولا يمكن إزالته. ضبط حجم الحقن يمكن أن يحل هذه المشكلة ؛
د. دورة حقن غير لائق. إذا كان ضغط الحقن مرتفعًا جدًا ، أو كان وقت الإمساك أو وقت التبريد طويلًا جدًا أثناء التشكيل بالحقن ، فهناك أيضًا خطر من صعوبة التعرية. المنتجات المبردة تمامًا ليست سهلة أيضًا ، ويجب أن تكون دورة الحقن مناسبة.





 اتصل بنا:
اتصل بنا:  البريد الإلكتروني لنا:
البريد الإلكتروني لنا:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China. 
 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어