يستخدم قالب الهانكينج البرامج الأكثر شعبية لتصميم القوالب وهندسة القوالب مثل رو ، سوليدووركس ، أوتوكاد/أوتوديسك ، ونيجرافيك ، وما إلى ذلك .. ونحن نعمل مع العملاء ، بغض النظر عن أن لديهم مواصفات كاملة أو مجرد خطط تطوير أولية. سيساعدك فريق هندسة القوالب البلاستيكية لدينا في تطوير فهم واضح لمتطلباتك ويساعدك على اتخاذ القرارات المهمة التي ستسرع تصميمك إلى الإنتاج الضخم.

تبدأ طريقة خفض تكاليف القوالب البلاستيكية وتحسين الكفاءة العالية من مستوى التصميم.
إذا رغبنا في الحفاظ على جودة القالب ، فلا يمكننا تقليل التكلفة عن طريق تغيير مواد القوالب وتكاليف المعالجة. إذا تم استخدام مواد منخفضة التكلفة أو طرق معالجة لتوفير التكاليف ، فسيزيد معدل صيانة القالب ، بل على العكس ، سيزيد من تكلفة الإنتاج.
قوالب عالية الجودة هي تلك التي يمكن أن تحقق كفاءة عالية ، جودة عالية ، خسارة منخفضة ، عدد قليل من حالات فشل العفن وإكمال إنتاج منتجات قولبة الحقن بنجاح. يمكن لقالب الحقن الجيد زيادة الإنتاج إلى أقصى حد ، وتقليل معدل الصيانة ، وتثبيت إنتاج قولبة الحقن ، وذلك لتقليل تكلفة عملية الإنتاج وتقليل تكلفة إنتاج واحدة من المنتجات البلاستيكية.
مخطط تصميم القالب الناضج هو أهم شرط لجودة قالب الحقن. قبل تصميم قالب الحقن ، يتم تحليل معالجة القالب والقولبة بالحقن اللاحقة لتقليل التكاليف وتحسين الكفاءة.
يجب أن تكون آلية طرد قالب الحقن قوية بما يكفي لتجنب مشاكل مثل القذف غير المتوازن ، وبروز المنتج ، وتشوه طرد المنتج الناجم عن توفير دبابيس القاذف. تعد الخسائر الناجمة عن التعديل اللاحق للقالب واختبار القالب أكبر بكثير من تلك الناجمة عن تكلفة دبابيس القاذف المتعددة.
هانك العفن المهنية الصانع العفن الدقة ، لدينا المصممين العفن تراكمت الكثير من الخبرة في تصميم أنواع مختلفة من قوالب للعملاء على مدار السنة. إنهم يعرفون كيفية تصميم قوالب حقن ذات جودة ممتازة وحل مشاكل التصميم للعملاء.
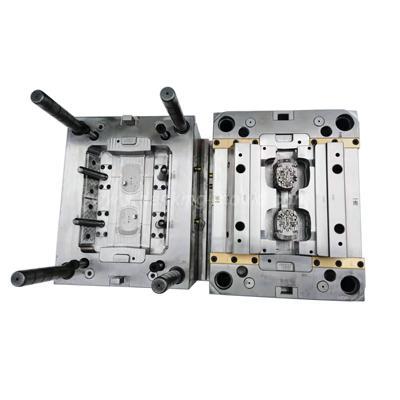
كما هو موضح في الصورة ، فإن عملية المنتجات معقدة للغاية. يتصل هذا المنتج البلاستيكي بلوحات الدوائر والهوائيات وإدراج الأجهزة. وفقًا للممارسة التقليدية ، يجب أن يتم صنعها واحدة تلو الأخرى ، بوقت طويل ، وبتكلفة عالية ، ومعدل عيب مرتفع. يعمل مهندسو التصميم لدينا على تحسين تصميم القالب ، ويمكن الجمع بين عمليات متعددة لتشكيل مجموعة من عمليات القولبة بالحقن لمرة واحدة ، والتي لا يمكنها فقط حماية لوحة الدائرة الكهربائية بشكل فعال وتقليل معدل التلف ، ولكن أيضا تحسين تأثير المعالجة بشكل كبير وتقليل تكلفة الإنتاج.
هذه هي أهمية أعمال التصميم الأولية. سيقوم مهندسو التصميم الجيد بحل المشاكل للعملاء ، في قالب الهانكينج ، لدينا العديد من مهندسي التصميم الممتاز الذين يخدمك.

تصميم صب مخصص والإجراءات الهندسية
DFM & Moldflow:إرسال تقرير DFM وتقرير تدفق القالب
تصميم قالب بلاستيكي:تقديم رسم القالب 2d/3d
التحقق من التصميم:التحقق من صحة قوالب الهانك المرجعية ؛ التحكم عن طريق خطة العمل ؛ التحقق من صحة العملاء
تحليل التسامح وسلامة الفولاذ:دراسة تدفق التسامح والعفن لتعديل القالب البلاستيكي وفقًا لذلك وضمان سلامة الفولاذ
طلب الصلب:الموافقة على طلب الفولاذ ؛ الموافقة على بدء الطحن
اسأل قالب الحلاقة لقالب مخصص المهندسقائمة المراجعة والتصميم وشهادة الفولاذ

تأثير مرحلة الملء
الملء هو الخطوة الأولى من قولبة الحقن ، ويتم الانتهاء من الملء عندما يدخل البلاستيك المصهور تجويف القالب لإغلاقه.
تحليل التعبئة مهم للغاية ، وهو العامل الرئيسي للحصول على منتجات بلاستيكية جاهزة جيدة. لأن الأجزاء البلاستيكية عادة ما تكون غير منتظمة الشكل ، بدلاً من اللوحة المسطحة ، والبلاستيك المختلف له حالات ذوبان مختلفة.
في عملية التشكيل بالحقن ، تتعرض المادة لقوة قص عالية في مرحلة الحقن. معدل القص يتناسب مع سرعة الملء. إذا كان معدل القص منخفضًا وتم ضبط سرعة الملء عند المنطقة الأولية غير النيوتونية لمنحنى اللزوجة ، فإن التغيير الصغير في معدل القص سيؤدي إلى تذبذب كبير في لزوجة البلاستيك. على المدى الطويل ، ستؤدي هذه التقلبات إلى معدلات ملء غير متناسقة ، مما سيؤدي إلى تغييرات في جودة المنتجات المصبوبة بالحقن.
لذلك ، من الضروري تحليل المشاكل التي ستحدث في عملية ملء قولبة الحقن وفقًا لخصائص المواد البلاستيكية وتشوهات هيكل المنتج ، وحل هذه المشاكل أثناء تصميم القالب.
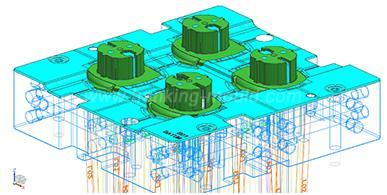
المرحلة الأولى من ملء الحقن هي المكان الذي يتم فيه تغذية المادة من المنتج. سيحلل قالب الهوس مكان تغذية المادة ، ويحلل ما إذا كان يمكن ملء بوابات مختلفة بالكامل ، وما إذا كان الهواء محاصرًا ، وما إذا كان الانكماش خطيرًا. إذا أثبت تحليل التعبئة أن هناك مشاكل ، يمكن للمصمم حل هذه المشاكل لتجنب التعديل غير الضروري للقالب. تظهر الصورة مسار ملء المواد البلاستيكية. في الصورة ، يشير اللون الأحمر إلى الحاجة إلى وقت ملء أطول.

التفاف X ، Y ، Z المكون
قالب هانكيبذل المهندسون دائمًا قصارى جهدهم للنظر في كل نقطة في مرحلة تصميم القالب البلاستيكي لتجنب الخسارة لتعديل إنتاج البلاستيك في المستقبل.
أثناء عملية التشكيل بالحقن ، يتغير شكل أو حجم الجزء البلاستيكي.
التشوه هو أحد العيوب الشائعة للأجزاء البلاستيكية ، وسيؤدي التشوه إلى إزالة التجميع غير المتكافئ للمنتجات ، وقد يكون هناك خطوة بين مكونات التجميع ، مما سيؤثر بشكل خطير على مظهر وتجميع المنتجات.
بشكل عام ، أسباب تشوه المنتجات البلاستيكية هي كما يلي
تصميم هيكل المنتج ، سمك الجدار غير متساوٍ ، كما أن شكل المنتج وهيكله غير مستقرين ، مما يتسبب في تشوه المنتجات المصبوبة بالحقن
هيكل تصميم القالب ، وموضع نقطة البوابة ، وشكل البوابة ، ونظام الطرد.
شروط قولبة الحقن ، مثل ضغط الحقن والسرعة والوقت وثبات القالب.
أسباب تشوه المنتجات البلاستيكية تشمل على سبيل المثال لا الحصر درجة الحرارة والضغط والسرعة.
الضغط داخل القالب كبير جدًا. سيسبب الضغط ضغطًا داخليًا في الأجزاء البلاستيكية. ويختلف توزيع درجة الحرارة لأجزاء مختلفة من المنتج ، أثناء عملية تبريد الأجزاء البلاستيكية ، سيتم إطلاق الضغط الداخلي المتبقي ، مما يسبب تشوهًا ،انكماش نيفين والتبريد غير المتساوي هي أيضا عوامل تسبب تشوه الأجزاء البلاستيكية.
من الصعب حل مشكلة تشوه التزييف من خلال معلمات العملية ، وبالتالي ، في مرحلة التصميم ، هناك حاجة إلى مهندسي تصميم ذوي خبرة عالية لتحليل تشوه المنتجات ، مناقشة ما إذا كانت المنتجات مشوهة وأسباب التشوه ، واقتراح تدابير مضادة للتحسين المقابلة.
بشكل عام ، يحتاج المصمم إلى استبعاد التأثير المحتمل لنظام النابضة على التشوه. سرعة التبريد هي أيضا مصدر قلق في التصميم ، وفي الوقت نفسه ، ينبغي أيضا تجنب التشوه في عملية إزالة القوالب.
في حالة التشوه ، يجب أن يبدأ المصمم من اتجاه تصميم القالب ، أو زيادة العداء ، أو تغيير موضع تغذية البوابة ، أو تغيير نموذج البوابة ، أو حتى تغيير خط الفراق ، أو زيادة الأضلاع ، أو تقليل فرق الخطوة ، وعدم محاولة تغيير هيكل منتج العميل.
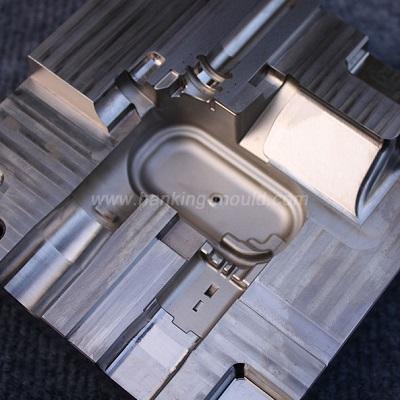
المنتج في الصورة أعلاه هو تحليل التشوه لدينا. أقصى تشوه في اتجاه Z هو فقط. هذا التأثير جيد ، مما يشير إلى أن المنتج ليس لديه مشكلة تشوه خطيرة.


 اتصل بنا:
اتصل بنا:  البريد الإلكتروني لنا:
البريد الإلكتروني لنا:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China. 
 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어