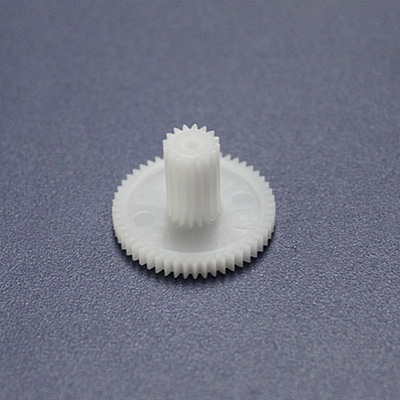
اسم القالب: حقن البلاستيكقوالب ABS
جزء المواد: ABS
حجم المنتج: ، * من مم
وصف المنتج: نافذة واضحة
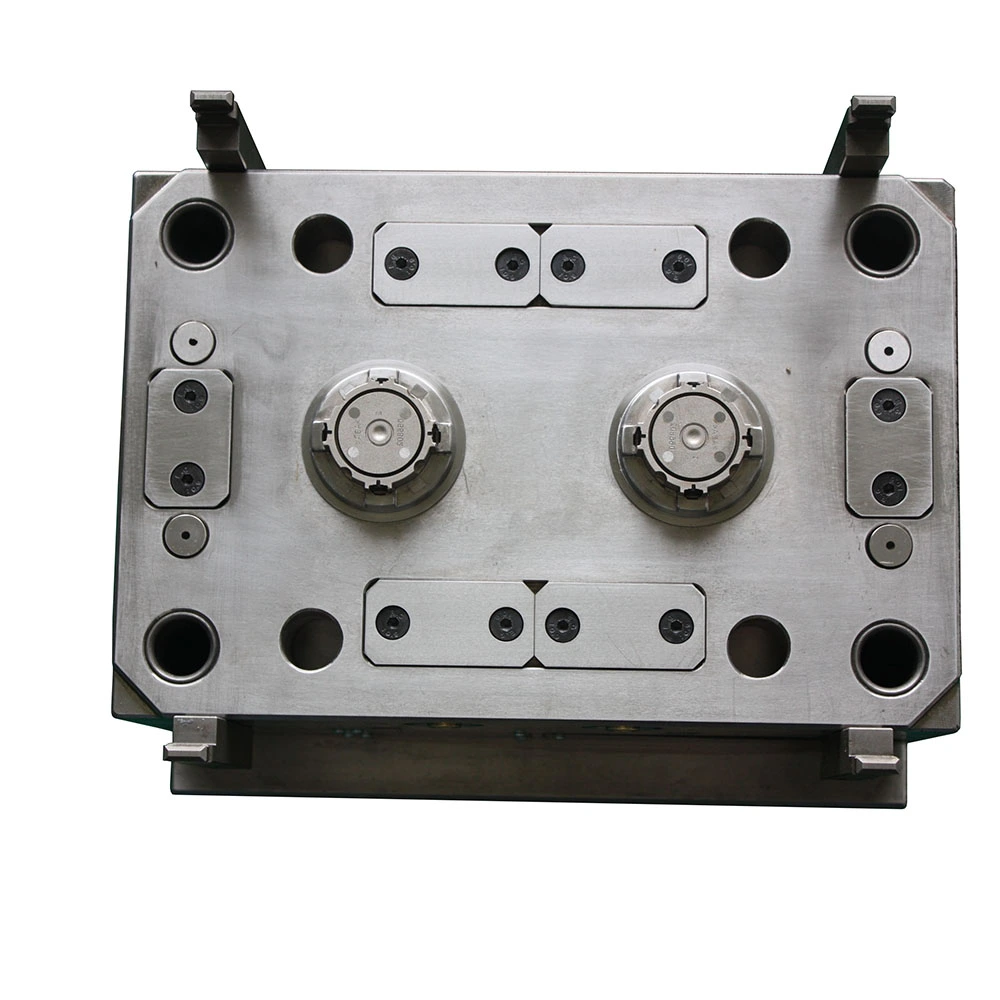
تجويف القالب: 1 تجويف
حجم القالب: * من من من من من ؟ ؟
فولاذ تجويف القالب: ASSAB 2.8
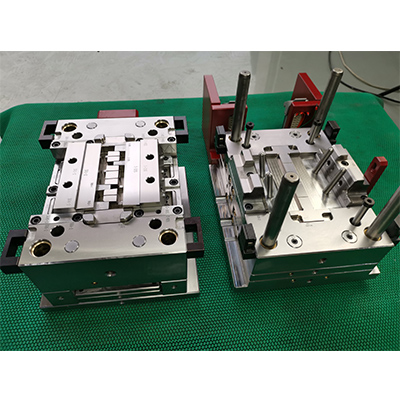
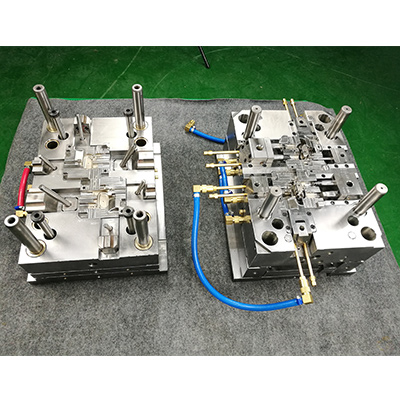
نظام حقن القالب: عداء ساخن
نظام طرد القالب: قاذف دائري
وقت دورة القالب: 38s
دورة حياة القالب: 100
المهلة: 42 يوم عمل
تصدير القالب إلى: أوروبا
بالنسبة لقوالب الأجزاء البلاستيكية ABS ، فإن الهانكينغ سيجعل تصميم قالب حقن بلاستيكي جيد من سمك الجدار ، زاوية السحب ، التنفيس ، نظام القاذف ، التوازن وعداء جيد.
ترتبط سماكة جدار المنتج بطول تدفق الذوبان وكفاءة الإنتاج ومتطلبات الاستخدام. نسبة طول التدفق الأقصى لمادة ABS المنصهرة إلى سمك جدار المنتج حوالي 1. تختلف هذه القيمة حسب الدرجة. لذلك ، لا ينبغي أن يكون سمك جدار منتج ABS نحيفًا جدًا. للمنتجات لديها متطلبات الطلاء الكهربائي ، يجب أن يكون سمك الجدار أكثر سمكا قليلا لزيادة التصاق الطلاء على سطح المادة. لهذا الغرض ، يُفضل أن يكون سمك جدار المنتج ما بين من من من من من من من من من من من من من من من من من ومن ومن ومن ومن ومن ثم
عند النظر في سمك الجدار للمنتج ، ينبغي أن نولي اهتماما لتوحيد سمك الجدار ، لا تحدث فرقا كبيرا سمك الجدار. لكي تكون المنتجات مطلية بالكهرباء ، يجب أن يكون السطح مسطحًا دون تفاوت ، لأن هذه الأجزاء يصعب إزالتها بسبب الكهرباء الساكنة ، والتي يصعب إزالتها. يتراجع ثبات الطلاء. بالإضافة إلى ذلك ، يجب تجنب وجود زوايا حادة لمنع تركيز التوتر. لذلك ، من المستحسن استخدام الأقواس للتحولات مثل الزوايا والمفاصل السميكة.
زاوية مسودة المنتج ترتبط مباشرة بمعدل الانكماش. نظرًا لاختلاف الدرجات والأشكال المختلفة للمنتج وظروف التشكيل المختلفة ، فإن معدل انكماش القولبة له فرق معين ، بشكل عام ~ ، أحيانًا هو: ~ ، لذلك دقة حجم المنتج صب عالية. بالنسبة لمنتج ABS ، تعتبر زاوية المسودة كما يلي: الجزء الأساسي هو 31 درجة في اتجاه التدمير ، ويتم أخذ جزء التجويف 4 (/1 ° 20 بوصة في اتجاه التجريد. بالنسبة للمنتجات ذات الأشكال المعقدة أو الحروف والأنماط ، يجب زيادة زاوية المسودة بشكل مناسب.
نظرًا لأن تشطيب سطح المنتجات له تأثير كبير على أداء الطلاء الكهربائي ، فإن أي خدش طفيف على السطح سيتعرض على ما يبدو بعد الطلاء الكهربائي ، بحيث لا يُسمح بأي تلف في التجويف. كما أنه مطلوب مساحة كبيرة فعالة للقذف ، وتزامن جيد لدبابيس القاذف المتعددة في عملية الطرد ، وقوة طرد موحدة.
من أجل منع حدوث تنفيس ضعيف في عملية الملء ، تسبب حرق الذوبان ، خط التماس الواضح وغيرها من المشاكل ، من المطلوب فتح فتحة تهوية أو أخدود تهوية لا يزيد عمقها عن من من من من من ومن ثم يمكن استنفاد الغاز.
 اتصل بنا:
اتصل بنا:  البريد الإلكتروني لنا:
البريد الإلكتروني لنا:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China. 
 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어 استفسار
استفسار