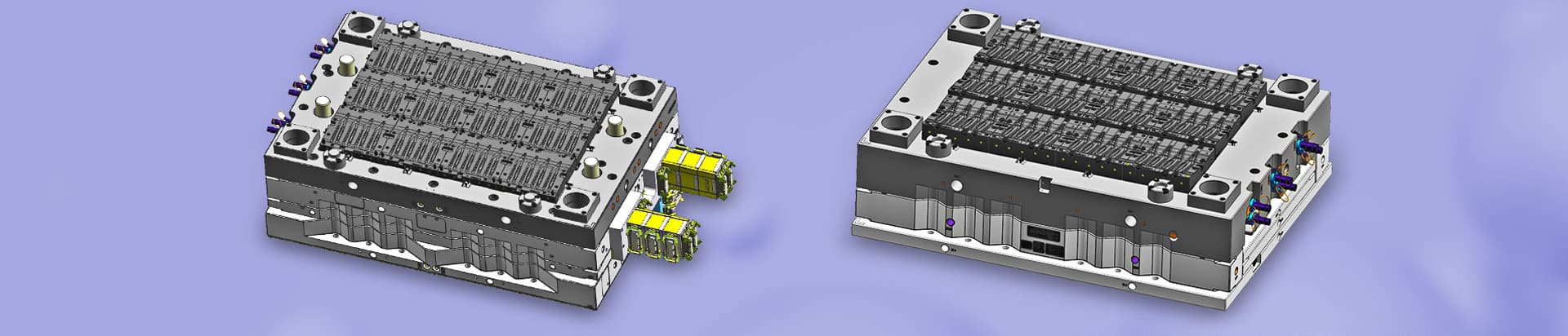
الأدوات والمنتجات المختلفة المستخدمة في الإنتاج والحياة اليومية ، من قواعد الماكينة ، وأوعية أغلفة الأجهزة المنزلية المختلفة ، ترتبط ارتباطًا وثيقًا بالقوالب. يحدد الشكل الذي تحدده عملية إنتاج مصنعي قوالب الأجهزة المنزلية شكل هذه المنتجات ، كما تحدد جودة ودقة مصنعي قوالب الأجهزة المنزلية جودة هذه المنتجات. اسمحوا لنا أن نعرف عن الأجهزة المنزليةالشركات المصنعة العفن الصين.
يشمل بشكل رئيسي ملء القوالب والحفاظ على الضغط في منفذ التبريد demoulding. مرحلة التحضير هي الخطوة الأولى في دورة الحقن بأكملها. الوقت من إغلاق القالب إلى نهاية تقريبًا ملء تجويف القالب. من الناحية النظرية ، كلما كان وقت الملء أقصر ، كلما زادت كفاءة التشكيل ، ولكن في الإنتاج الفعلي ، يتأثر وقت التشكيل بظروف مختلفة.
ملء عالي السرعة. تظهر النتائج أن معدل القص كبير أثناء الملء عالي السرعة ، وأن تأثير تخفيف القص يقلل من لزوجة البلاستيك ويقلل من مقاومة التدفق الكلي ؛ التسخين اللزج المحلي يقلل من سمك الطبقة المتصلبة. لذلك ، في مرحلة التحكم في التدفق ، لا يكون تأثير التبريد للجدران الرقيقة واضحًا بسبب الملء عالي السرعة ، وبالتالي فإن تأثير المعدل هو اليد العليا.
رفع بسرعة منخفضة. تظهر النتائج أن النظام يتميز بمعدل قص منخفض ولزوجة محلية عالية ومقاومة تدفق كبيرة. بسبب سرعة التغذية البطيئة ومعدل التدفق البطيئ ، يكون تأثير التوصيل الحراري واضحًا ، ويتم التخلص من الحرارة بواسطة جدار القالب البارد. مع كمية صغيرة من التسخين اللزج ، يصبح سمك الطبقة المتينة أكثر سمكًا ، مما يزيد من مقاومة التدفق للسطح الرقيق الجدران.
بشكل عام ، قوة اللحام في منطقة درجة الحرارة العالية أفضل. بالإضافة إلى ذلك ، فإن درجة حرارة الذوبان في منطقة درجة الحرارة العالية متشابهة ، والخصائص الحرارية للذوبان هي نفسها في الأساس ، مما يزيد من قوة منطقة الانصهار ؛ على العكس من ذلك ، في منطقة درجة الحرارة المنخفضة ، قوة اللحام ضعيفة.
إنه التطبيق المستمر للضغط لضغط الذوبان وزيادة كثافة البلاستيك للتعويض عن سلوك الانكماش للبلاستيك. أثناء عملية الضغط ، يكون الضغط الخلفي مرتفعًا لأن التجويف مليء بالبلاستيك. في عملية التعبئة والتغليف والضغطقالب الأجهزة المنزليةالشركات المصنعة ، يمكن أن يتحرك برغي ماكينة التشكيل بالحقن ببطء فقط ، وسرعة تدفق البلاستيك بطيئة نسبيًا. في هذا الوقت ، يسمى هذا التدفق تدفق التعبئة.
بسبب تبريد جدار قالب الأجهزة المنزلية ، يتصلب البلاستيك بسرعة ، وتزداد لزوجة الذوبان خلال مرحلة الحفاظ على الحرارة ، والمقاومة في تجويف القالب كبيرة جدًا. في المرحلة اللاحقة من التعبئة ، يتم تشكيل الجزء البلاستيكي تدريجيًا. يجب أن تستمر هذه المرحلة حتى يتم تقوية الفوهة وإغلاقها. عند هذه النقطة ، يصل ضغط التجويف إلى أعلى قيمة خلال مرحلة الملء. خلال مرحلة التعبئة ، يعرض البلاستيك الانضغاط الجزئي بسبب الضغط العالي.
في منطقة الضغط العالي ، تكون اللدونة كثيفة نسبيًا وكثافة عالية ؛ في منطقة الضغط المنخفض ، تكون اللدونة فضفاضة والكثافة منخفضة. يختلف توزيع الكثافة باختلاف الوقت والمكان. أثناء عملية الملء ، تكون سرعة تدفق البلاستيك منخفضة جدًا ولا يلعب التدفق دورًا مسيطرًا. الضغط هو العامل الرئيسي الذي يؤثر على عملية الملء. أثناء عملية الملء ، يتم ملء التجويف بالبلاستيك ، ويتم استخدام الذوبان المصنوع تدريجيًا كوسيط لنقل الضغط.
ينتقل الضغط في تجويف القالب إلى سطح جدار القالب من خلال البلاستيك ، مما يجعل قالب الأجهزة المنزلية سهل الفتح. لذلك ، مطلوب قوة لقط مناسبة لقط القالب.




 اتصل بنا:
اتصل بنا:  البريد الإلكتروني لنا:
البريد الإلكتروني لنا:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China. 
 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어