الجزء المصبوب له شكل مشابه للتجويف ولكنه نسخة مشوهة من شكل التجويف.
(أ) الأسباب المحتملة للمشاكل
1. الانحناء لأن هناك الكثير من الضغط الداخلي في أجزاء حقن البلاستيك
2. سرعة ملء القالب بطيئة.
3. البلاستيك في تجويف القالب غير كافٍ.
4. درجة حرارة البلاستيك منخفضة جدا أو غير متناسقة.
5. أجزاء حقن البلاستيك ساخنة جدا عندما يتم دفعها للخارج.
6. التبريد غير الكافي أو درجة الحرارة غير المتناسقة للقالب المتحرك والثابت.
7. هيكل الأجزاء البلاستيكية بالحقن غير معقول (مثل تركيز التعزيز على جانب واحد ، ولكن بعيدًا عن بعضها البعض).
(2) الطرق العلاجية
1. تقليل ضغط الحقن.
2. تقليل وقت المسمار إلى الأمام.
3. زيادة وقت الدورة (خاصة وقت التبريد). بعد الطرد من القالب (خاصة الأجزاء البلاستيكية بالحقن السميكة) ، يتم غمر الأجزاء البلاستيكية بالحقن على الفور في الماء الدافئ (38 درجة مئوية) لتبرد ببطء.
4. زيادة سرعة الحقن.
5. زيادة درجة حرارة البلاستيك.
6. مع معدات التبريد.
7. زيادة وقت التبريد أو تحسين ظروف التبريد بشكل مناسب ، قدر الإمكان لضمان اتساق درجة حرارة القالب المتحرك والثابت.
8. تحسين هيكل أجزاء حقن صب البلاستيك وفقا للحالة الفعلية.
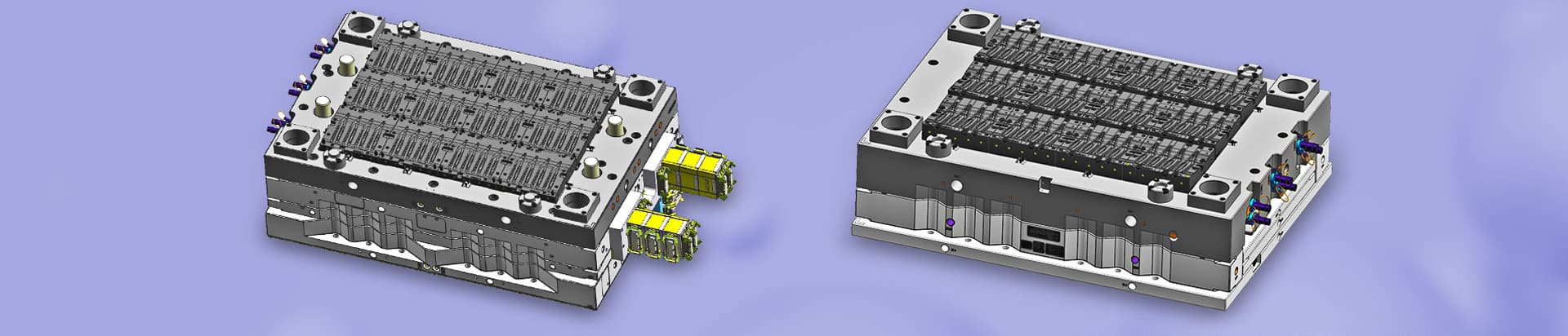
بلاستيك شفاف لأنه يريد نفاذية الضوء العالية ، شرط لا مفر منه جودة سطح المنتجات البلاستيكية الصارمة ، دون أي علامات ، المسامية ، الضباب الأبيض ، الدوار ، عيوب مثل البقع السوداء الرديئة واللون واللمعان ، وبالتالي في عملية قولبة الحقن للمواد الخام والمعدات وتصميم القالب والمنتجات ، سيكون الاهتمام للغاية وصارمة حتى طلب خاص.
ثانياً ، بسبب درجة الانصهار العالية وسوء سيولة البلاستيك الشفاف ، من أجل ضمان جودة سطح المنتج ، غالباً ما تحتاج إلى درجة حرارة أعلى ، وضغط الحقن ، تحتاج سرعة الحقن ومعلمات العملية الأخرى أيضًا إلى تعديلها قليلاً ، بحيث يمكن ملء حقن البلاستيك بالقالب ، ولن ينتج عنها إجهاد داخلي ويسبب تشوه وتشقق المنتج.
لذلك ، من إعداد المواد الخام ، ومتطلبات المعدات والعفن ، وعملية قولبة الحقن ومعالجة المواد الخام للمنتجات عدة جوانب لتنفيذ عملية صارمة.
الانحراف اللوني هو عيب شائع في قولبة الحقن. هناك العديد من العوامل المؤثرة للانحدار اللوني ، بما في ذلك راتنج المواد الخام ، والمركب ، وخلط انحدار لوني مع المواد الخام ، وعملية القولبة بالحقن ، وآلة القولبة بالحقن ، إلخ. في عملية الإنتاج الفعلية ، نتحكم بشكل عام في الانحرافات اللوني من الجوانب الخمسة التالية.
1. إعداد وتجفيف المواد الخام ؛
2. إعداد وتجفيف المواد الخام ؛
3. تقليل تأثير درجة حرارة الخرطوشة على اختلاف اللون ؛
4. تقليل تأثير تعديل عملية التشكيل بالحقن ؛
5. إتقان تأثير درجة حرارة الخرطوشة والكمية الرئيسية على تغيير لون المنتج.





 اتصل بنا:
اتصل بنا:  البريد الإلكتروني لنا:
البريد الإلكتروني لنا:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China. 
 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어