إذا كان البلاستيك منزعجًا من الغاز أثناء عملية الملء ، فسيكون على سطح القشرة البلاستيكية خطوط فضة أو فقاعات صغيرة أو فقاعات مشكلة في جدار الغلاف البلاستيكي. المصادر الرئيسية لهذه الغازات هي: تحتوي المواد الخام على الرطوبة أو المواد المتطايرة ، ومواد التشحيم مفرطة. قد يكون سبب هذه المشكلة أيضًا هو أن درجة حرارة المادة مرتفعة جدًا ، ويتم تسخين البلاستيك لفترة طويلة ، ويحدث التدهور ويتم توليد غاز التحلل.
1. المعدات
إذا كان ثقب الفوهة صغيرًا جدًا ، فسيتم لعاب المادة أو سحبها في الفوهة ؛ هناك عوائق أو نتوءات في البرميل أو الفوهة ، وسيتم توليد الحرارة الاحتكاكي عندما تتدفق المواد عالية السرعة لتتحلل المادة.
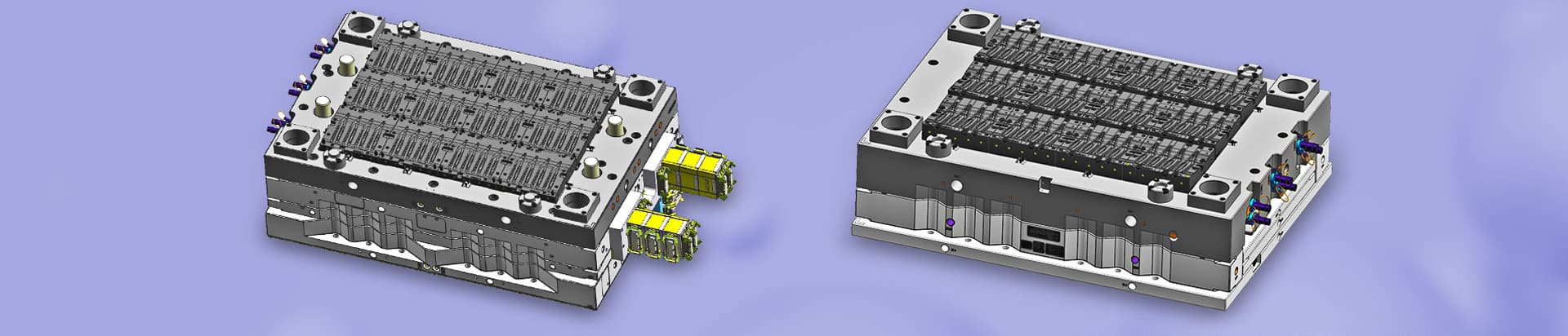
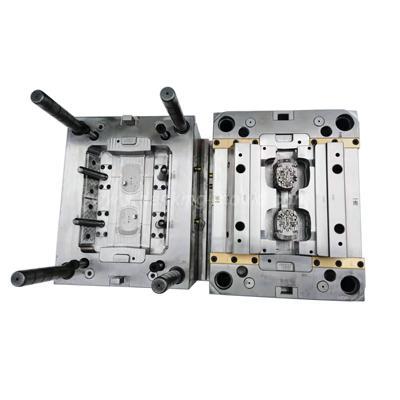
2. العفن
(1) تحتوي بعض القوالب على بعض العيوب في التصميم ، مثل: موضع بوابة رديئة ، بوابة صغيرة جدًا ، بوابات متعددة ، توزيع بوابة غير متماثل لـمكونات بلاستيكية مصبوبة بالحقنوالعدائين الصغيرة. نظام التبريد غير المعقول للقالب يجعل الفرق في درجة حرارة القالب كبيرًا جدًا ، وما إلى ذلك ، مما يجعل تدفق الذوبان في تجويف القالب متقطع ، مما يمنع الممر الجوي.
(2) سطح فراق القالب يفتقر إلى فتحات التهوية اللازمة أو فتحات التهوية غير كافية ، مسدودة ، في وضع ضعيف ، وليس هناك عادم فجوة معالجة مثل الإدخالات والكشبان. سيؤدي ذلك إلى عدم ترك الهواء الموجود في التجويف في نفس الوقت عند دخول البلاستيك.
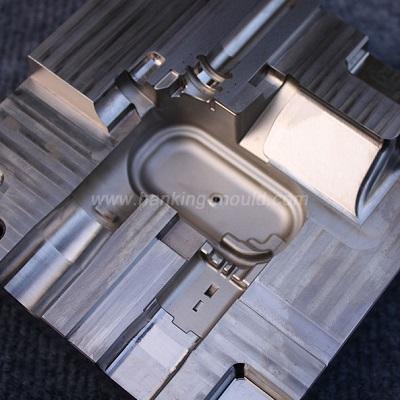
(3) خشونة سطح القالب ضعيفة ، ومقاومة الاحتكاك كبيرة ، مما يسبب ارتفاع درجة الحرارة المحلية وتحلل البلاستيك العابر.
3. العملية
(1) درجة حرارة المادة مرتفعة جدا لتسبب التحلل. عندما تكون درجة حرارة البرميل مرتفعة جدًا أو يكون التسخين خارج الضبط ، يجب تخفيض درجة حرارة البرميل خطوة بخطوة. تؤدي درجة الحرارة المرتفعة للغاية في قسم التغذية إلى ذوبان جزء من البلاستيك قبل الأوان وملء الأخدود اللولبي ، ولا يمكن تفريغ الهواء من منفذ التغذية.
(2) ضغط الحقن صغير ووقت الضغط قصير ، بحيث لا يلتصق الذوبان بسطح التجويف.
(3) سرعة الحقن سريعة جدا لتسبب تحلل البلاستيك المنصهر بواسطة القص الكبير ، ويتم توليد غاز التحلل ؛ سرعة الحقن بطيئة جدا لملء التجويف في الوقت المناسب ، مما يؤدي إلى عدم كفاية الكثافة على سطح القشرة البلاستيكية لإنتاج خطوط الفضة.
(4) كمية غير كافية من المواد ، وسادة تغذية كبيرة جدًا ، درجة حرارة منخفضة جدًا أو درجة حرارة العفن منخفضة جدًا ستؤثر على تدفق وضغط صب الذوبان ، وتولد فقاعات.
(5) استخدام الحقن متعدد المراحل للحد من الشرائط الفضية: حقن متوسط السرعة تملأ العداء ← السرعة البطيئة تملأ البوابة ← حقن سريع ← حقن منخفض الضغط وبطيء السرعة لملء القالب ، بحيث يمكن إزالة الغاز الموجود في القالب في الوقت المناسب في كل قسم.
(6) عندما يكون المسمار مصبوب مسبقًا ، يكون الضغط الخلفي منخفضًا جدًا والسرعة مرتفعة جدًا ، مما يجعل المسمار يعود سريعًا جدًا ، ويتم دفع الهواء بسهولة إلى مقدمة البرميل جنبا إلى جنب مع المادة.
4. المواد الخام
(1) إن خلط المواد البلاستيكية غير المتشابهة في المواد الخام أو خلط كمية كبيرة من المسحوق في الكريات سيدخل الهواء بسهولة عند الذوبان ، وفي بعض الأحيان ستظهر خطوط الفضة. عندما تكون المادة الخام ملوثة أو تحتوي على خردة ضارة ، فإن المادة الخام تتحلل بسهولة بالحرارة.
(2) الهيكل الحبيبي للمواد المعاد تدويرها فضفاض ، وكمية الهواء المخزنة في المسام الدقيقة كبيرة ؛ إذا كان عدد تجديدات المواد المعاد تدويرها أكبر من اللازم أو كانت النسبة مع المادة الجديدة مرتفعة جدًا (أقل من عادة)
(3) تحتوي المواد الخام على مذيبات متطايرة أو إضافات سائلة في المواد الخام ، مثل الزيت الأبيض المساعد للصبغة ، زيت السيليكون المزلق ، استر ثنائي البوتيل الملدنات ، المثبت ، العامل المضاد الساكن ، إلخ. الخلط المفرط أو غير المتكافئ ، يدخل التجويف في حالة التراكم ، ويشكل سلسلة من الفضة.
(4) عندما لا يتم تجفيف البلاستيك ، أو يمتص البلاستيك الرطوبة من الغلاف الجوي ، يجب تجفيف المواد الخام بالكامل ويجب استخدام قادوس التجفيف.
(5) لا تستطيع بعض ماركات البلاستيك تحمل درجات حرارة أعلى أو أوقات تسخين أطول ، خاصة عندما تحتوي على كميات ضئيلة من الرطوبة ، وقد تحدث تفاعلات تشقق تحفيزية. بالنسبة لهذا النوع من البلاستيك ، من الضروري التفكير في إضافة مواد تشحيم خارجية مثل حمض الستيريك وأملاحه (حتى 50 جم لكل 10 ٪ من المادة) لتقليل درجة حرارة المعالجة.
5. تصميم الغلاف البلاستيكي
الغلاف الخارجي سميك للغاية ، مما يؤدي إلى معدلات تبريد مختلفة بين السطح والداخل. يجب توسيع حجم العداء الرئيسي والعداء والبوابة بشكل مناسب أثناء تصنيع القوالب.




 اتصل بنا:
اتصل بنا:  البريد الإلكتروني لنا:
البريد الإلكتروني لنا:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China. 
 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어